
Belt Conveyors
Bridging the gap between material handling and technology.
Belt Conveyor
—— Tool To Transfer
Belt conveyors are the most widely used and versatile mode of mechanical conveying systems employed to transport materials horizontally or on an inclined either up or down also there are various conveyor belt types

Transfer
Move simple products from one location to another..
Inclines
Move products up or down inclines..

Modes
Move in either continuous or indexing modes. The belt can stop and starts each time to move a product..
Speed
Use when changing the speed is necessary..
conveyor belt types


We Can Help You
What Are You Looking For?
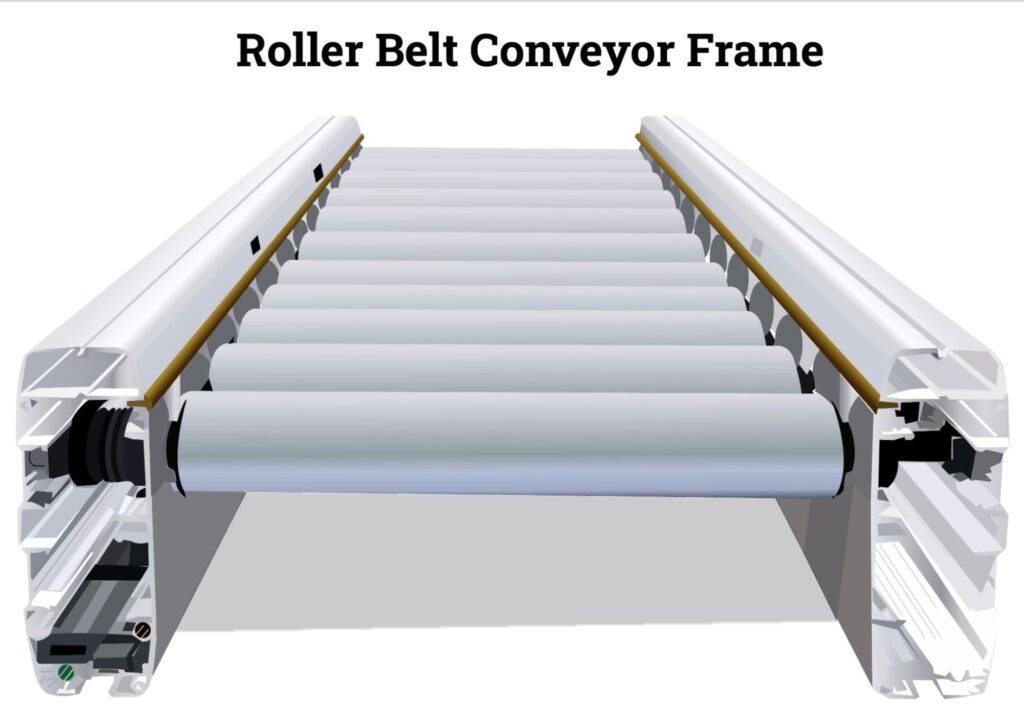
 Roller Belt Conveyor
Roller Belt Conveyor Flat Belt Conveyor
Flat Belt Conveyor Modular Belt Conveyor
Modular Belt Conveyor



A belt conveyor is a system designed to transport or move physical items like materials, goods, even people from one point to another. Unlike other conveying means that employ chains, spirals, hydraulics, etc., belt conveyors will move the items using a belt. It involves a loop of a flexible material stretched between rollers that are actuated by an electrical motor.
SINCE ITS FOUNDATION IN 1989
Perfect Engineering Components (P) Ltd.
HAS GROWN TO BECOME ONE OF THE INDIA’S LEADING MANUFACTURERS OF CONVEYOR ROLLERS/IDLERS, PULLEYS. FABRICATED PULLEYS AND OTHER COMPONENTS FOR THE BULK HANDLING INDUSTRY.
High quality products
Really very cost effective products


